 焊王WS-315B逆变直流氩弧焊机使用说明书
焊王WS-315B逆变直流氩弧焊机使用说明书
焊王WS-315B逆变直流氩弧焊机使用说明书
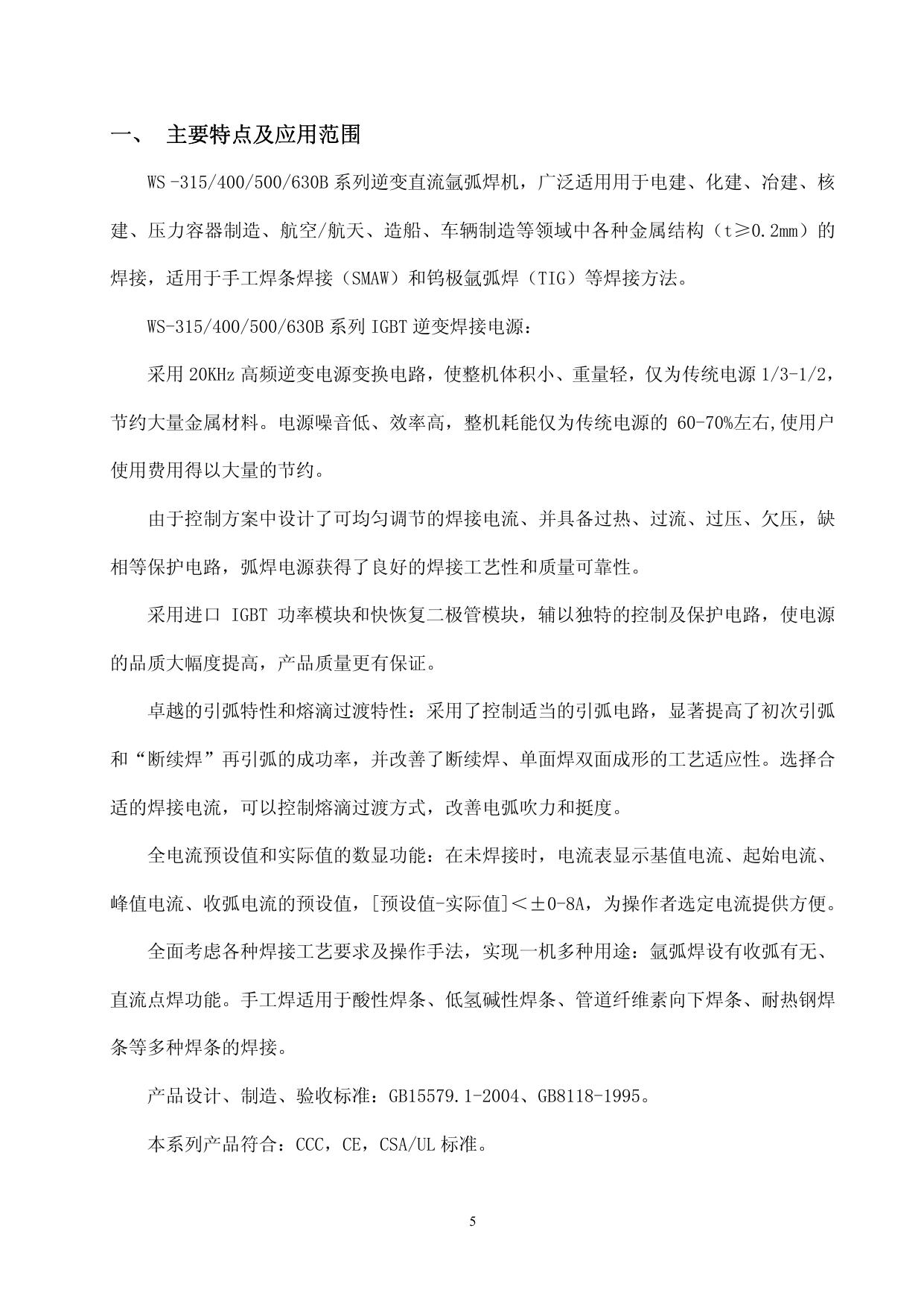
逆变直流氩弧焊机 (INV.WS-系列) 使 用 说 明 书 使用前请仔细阅读 广州友田机电设备有限公司 GUANGZHOU YOUTIAN INDUSTRY CO .,LTD 1 感谢您使用“焊王”焊机产品! 在使用本机之前,请仔细阅读本说明书,并妥善保存,以备查询。 ~~~ ~~~ ~~~公司简介 ~~~~~~~~ ~~~~~~~~~~~ 本公司是集焊接切割设备开发设计、生产制造、销售及售后技术服务为一体的专业公 司,已通过德国 TUVISO9001 质量体系认证,认证号码为:44 100 085185。我公司始终贯 彻“追求卓越,品质第一”的企业宗旨,销售及售后服务网络已遍及全国。公司拥有 6 大 类产品系列,年生产销售万台焊接切割设备,在焊接行业中位居前列。 本公司生产的“焊王”牌产品现有系列: ﹡直流氩弧焊机系列 ﹡交直流氩弧焊机系列 ﹡气体保护焊机系列 ﹡直流手工焊机系列 ﹡空气等离子切割机系列 ﹡数控电阻焊机系列 公司将继续沿产品专业化、通用化、系列化方向发展,使产品的使用性能及可靠性接 近或达到国际先进水平。 2 目 录 序、 公司简介 一、 主要特点及应用范围……………………………………………………1 二、 产品规格及技术参数……………………………………………………2 三、 产品面板说明…………………………………………………………3 四、 系统功能说明……………………………………………………………5 五、 安装及操作注意事项……………………………………………………7 六、 保养及维修注意事项……………………………………………………10 七、 运输条件和储存环境……………………………………………………12 八、 装箱单……………………………………………………………………13 附录 ………………………………………………………………………14 3 安全警告! 在使用焊机过程中,可能会给您和他人造成伤害,因此在焊接时作好防护。详细情 况请参考符合生产商事故预防要求的操作人员安全防护指南。 触电________可能会导致死亡! ! ·按照应用标准,安装好接地装置。 ·在皮肤祼露、戴有湿手套或穿着湿衣服时,禁止接触带电部件或电焊条。 ·确保您和地面及工作间是绝缘状态。 ·确认您的工位是安全状态。 烟气———可能会有害健康! ·让头部保持在烟气之外。 ·在弧焊时,使用通风报信或抽气装置,避免吸入烟气。 弧光辐射———可能会损坏您的眼睛,灼伤皮肤! ·使用合适的焊接面罩和滤光镜,穿上防护服,以保护您的眼睛和身体。 ·用合适的面罩或帘保护旁观者受伤害。 火灾 ·焊接火花可能性会导致失火,请确认焊接工位附近无易燃物。 噪音———过度的噪音对人的听力有害! ·保护您的耳朵护罩或戴上其他听力保护物。 ·警告旁观者,噪音会对听其觉造成潜在伤害。 故障———遇到困难时,寻求专业人士的帮助! ·如您在安装和操作时遇到困难,请按本手册的有关内容进行排查。 ·如您阅读后仍不能完全理解,或按本手册指引仍不能解决问题,您应立即与您的供应商 或本公司的服务中心取得联系,录求专业人士的帮助。 ·本机内有危险电压,非专业人员请勿打开机盖! 警 告! 使用本设备需加装漏电保护开关!! ! 4 一、 主要特点及应用范围 WS -315/400/500/630B 系列逆变直流氩弧焊机,广泛适用用于电建、化建、冶建、核 建、压力容器制造、航空/航天、造船、车辆制造等领域中各种金属结构(t≥0.2mm)的 焊接,适用于手工焊条焊接(SMAW)和钨极氩弧焊(TIG)等焊接方法。 WS-315/400/500/630B 系列 IGBT 逆变焊接电源: 采用 20KHz 高频逆变电源变换电路,使整机体积小、重量轻,仅为传统电源 1/3-1/2, 节约大量金属材料。电源噪音低、效率高,整机耗能仅为传统电源的 60-70%左右,使用户 使用费用得以大量的节约。 由于控制方案中设计了可均匀调节的焊接电流、并具备过热、过流、过压、欠压,缺 相等保护电路,弧焊电源获得了良好的焊接工艺性和质量可靠性。 采用进口 IGBT 功率模块和快恢复二极管模块,辅以独特的控制及保护电路,使电源 的品质大幅度提高,产品质量更有保证。 卓越的引弧特性和熔滴过渡特性:采用了控制适当的引弧电路,显著提高了初次引弧 和“断续焊”再引弧的成功率,并改善了断续焊、单面焊双面成形的工艺适应性。选择合 适的焊接电流,可以控制熔滴过渡方式,改善电弧吹力和挺度。 全电流预设值和实际值的数显功能:在未焊接时,电流表显示基值电流、起始电流、 峰值电流、收弧电流的预设值,[预设值-实际值]<±0-8A,为操作者选定电流提供方便。 全面考虑各种焊接工艺要求及操作手法,实现一机多种用途:氩弧焊设有收弧有无、 直流点焊功能。手工焊适用于酸性焊条、低氢碱性焊条、管道纤维素向下焊条、耐热钢焊 条等多种焊条的焊接。 产品设计、制造、验收标准:GB15579.1-2004、GB8118-1995。 本系列产品符合:CCC,CE,CSA/UL 标准。 5 二、产品规格及技术参数 项 目 WS-315B 输入电压 WS-400B WS-500B WS-630B 三相 380V±15%(50/60Hz) 额定输入电流 I1 1.0-14.5A 1.0-27A 1.0-42A 1.5-56A 额定输入容量 6.8KVA 10.5KVA 15.5KVA 22.5KVA 空载电压 ≤70V ≤70V ≤70V ≤80V 电流缓升时间 0-5S 电流缓降时间 0-5S 电流调节范围 5A-315A 10A-400A 10A-500A 20A-630A 起始/收弧电流 5A-315A 10A-400A 10A-500A 20A-630A 315A/23V X=60% 400A/26V X=60% 500A/30V X=60% 630A/34V X=60% 230A/19V X=100% 310A/23V X=100% 387A/26V X=100% 488A/29V X=100% 负载持续率 点焊时间 0-5S 效率 り≥0.85(额定值) り≥0.9(额定值) り≥0.95(额定值) り≥0.95(额定值) 功率因数 入=0.8~0.9 入=0.8~0.9 绝缘等级 F 外壳防护等级 IP21 冷却方式 风冷 氩弧焊引弧方式 高频引弧 氩弧焊滞后送气 0-15S 入=0.8~0.9 入=0.8~0.9 外形尺寸(长*宽*高) 520*280*490 580*320*670 580*340*710 580*340*710 重 量 25 kg 40 kg 55 kg 60kg 6 三.产品面板说明 1.面板示意图(WS-200P): 1、电流数显表 1 2 3 4 5 2、电源指示灯 8 9 3、保护指示灯 10 11 4、频率调节旋钮 5、电流缓降调节旋钮 6、控制开关插座 12 6 7、电源输出 “+”端 7 13 8、焊接方式转换开关 9、焊接电流调节旋钮 10、直流/脉冲转换开关 11、气体延时调节旋钮 12、电源输出 “-”端 14 18 15 13、出气管接头 14、电源输入插座 15、保险座 16、风扇 16 17、进气管接头 19 17 18、电源开关 19、接地端 7 2.面板示意图(WS-315/400/500/630B): 1 10 2 1、起弧电流调节旋钮 11 2、电流数显表 3 4 12 5 13 6 3、故障指示灯 14 4、电源指示灯 15 5、收弧控制转换开关 6、焊接方式转换开关 7、控制开关插座 8、遥控插座 9、电源输出 “+”端 7 10、焊接电流调节旋钮 8 16 9 11、收弧电流调节旋钮 17 18 12、电流缓升时间调节旋钮 13、电流缓降时间调节旋钮 14、气体延时调节旋钮 19 15、电源开关 16、电源输出 “-”端 17、出气管接头 23 20 18、出水管接头 19、电源输入接线盒 20、风扇 21、进气管接头 22、进水管接头 21 24 22 23、铭牌 24、接地端 8 四、系统功能说明 a) 电流表:预置/实际焊接电流值。 b) 指示灯: 红灯--长亮为电源正常 黄灯--闪烁时表示过压、超温或控制暂停 c) 功能选择: 枪开关 正常 TIG 焊(见图 A) OFF ON 单次 TIG 焊(见图 B) 焊接电流 图 手工焊 枪开关 ON OFF ON 收弧电流 起弧电流 电流缓升时间 图 OFF 电流缓降时间 焊接电流 2、焊接电流旋钮:各种焊接电流调整 3、起始电流旋钮:在单次 TIG 功能时调节起弧电流 4、收弧电流旋钮:在单次 TIG 功能时调节收弧电流 5、缓升时间旋钮:单次 TIG 功能时调节电流缓升时间 6、缓降时间旋钮:单次 TIG 功能时调节电流衰减时间 7、气体延时:焊接完成后保护气体延迟关闭时间 9 OFF 五、安装及操作注意事项 安装说明 机器顶部装有吊环,包装木箱拆开后可用链条或钢索插入吊环搬运(链条或钢索受力 要均匀且与垂直方向的夹角不超过 15。。) P P 开箱后,请按装箱单内容检查箱内物品种类及数量。 焊机最好应用独立的电源开关。WS-315/400/500/630B 逆变焊接电源采用三相 380VAC/ (50~60)Hz 供电,电源电压超出或低于 15%,请停止使用,以免损坏设备及影响焊接效果。 其电源进线导线截面积的选择和配电盘容量见下表推荐。属于移动式电器设备,建议用户 选用 YZ 型通用橡套电缆,并适配同等等规格冷压接线断头。 导线截面积 焊机型号 2 配电盘容量 熔断器额定容量 机器保险丝容量 (mm ) (KVA) (A) (A) WS-315B 4 ≥20 40 2 WS-400B 6 ≥30 40 2 WS-500B 10 ≥30 60 2 WS-630B 16 ≥50 80 2 P P 保护接地:本机机壳后面板下方设置M8 保护接地螺栓,由用户电工专业人员选用不小 于 16 mm2电缆连接实施PE保护接地。 P P 气瓶应放置在不受阳光直射的场所,以免气瓶内压力增高引发事故;要确认调节器和 压力计正面无人,才能开关气瓶;在安装气体调节器之前,开闭 1~2 次气瓶开关,吹掉气 瓶接头处的灰尘,防止灰尘堵塞气体调节器的滤膜。气体流量计必须直立安装,否则不能 显示准确的流量;气瓶装好减压流量计后,打开气总阀,此时可以看到气瓶内气体压力。 打开输出开关,流量计浮子上浮,有气体流出,说明减压流量计气密性良好,工作正常。 10 气管、水管的接口连接处应扳手牢牢拧紧,以避免保护气和冷却水在泄漏,保证良好 的焊接效果。 组装焊枪和接地电缆:认清“+”、“-”输出标志及颜色,“+”输出接在红色插座上, “-”接在黑色插座上。按焊接工艺要求和焊条种类,选择直流正接或反接法(碱性焊条 建议选择直流反接法)。氩弧时焊枪接“-”端。将快速插头插入“+” 、“-”端并顺时针旋 转 90。即可,拆卸时反之。插入前检查金属接触面,保证清洁无异物。焊接地线电缆的横 P P 2 2 2 截面积基本配置分别为 35 mm 、50mm 、75 mm (铜)。安全使用的最大电流分别为 260A、 P P P P P P 300A和 600A。如果超此电流使用,用户应按 8A/ mm2 的电流密度适当增加焊接电缆的横截 P P 面积。 流量表 主机 气管 150 3 15 0 2 00 1 00 1 00 10 2 00 2 250 50 50 5 3 15 ( A) W EL DI NG CU R P OW ER E RR OR WO RK 3 R EP EA T UP SLOPE ( S) 20 (S ) A FT ER FL OW 30 50 150 100 70 31 5 ( A) S TA RT C UR 5 TE LE CO N TR OL 10 15 50 0 5 0 0.5 15 LOW/HIGH( H Z ) PULSE FREQ P UL S E MO DE 90 10 PULSE WIDTH TRIMMING( % ) 电源 2 50 5 (A ) 3 15 CR AT ER CU R AC HI GH DC L OW M MA 2 00 20 50 T RI G GE R C ON T RO L 氩气瓶 0 .5 DOWN SLOPE ARC SPOT ( S) 40 5 200 3 0 1 A RC S P OT FUNCTION SWITCH 5 5 0.5 100 3 50 5 0. 5 TIG 3 15 (A ) BA SE C U R 2 00 2 50 50 S IN G LE 4 2 50 5 1 50 1 00 4 2 A C- DC DC WE LD M OD E INVERTER AC/DC PULSE 电源线 T I G -3 1 5 P - CO NT RO L WA TE R OU T TE LE CO NT RO L G AS O UT + 氩焊枪 地线 工件 焊机操作说明 按外接安装图妥善接好焊枪线、控制线、气、水及工件线。打开电源开关,确认气、 水、电通畅,进风口勿堵塞。如黄灯闪烁表示电源过压,过流,过热,即自动保护,暂停 焊接。 按焊接工艺要求,初步选定各种功能开关及旋钮位置。如接入远控器,则面板上的焊 接电流调节自动失效,只能通过远控器上的旋钮进行调节。 功能选择使用说明:本系列焊机为多功能脉冲直流焊机。根据焊接工艺需要,改变功 11 能选择开关可以实现 TIG 焊及收弧有无,手工焊,直流点焊等功能。 工艺参数说明 TIG 氩弧焊时选用氩气为保护气体,流量在 2.5-20L/min。纯氩气具体成分如下表: 等级 项目 1级 2级 纯度 V/V% 99.99 以上 99.99 以下 氧气 V/Vppm 10 以下 20 以下 氮气 V/Vppm 50 以下 _ 水分 V/Vppm 10 以下 20 以下 不同直径的焊条推荐使用如下表所示的焊接规范。 焊条直径(mm) 推荐焊接电流(A) 推荐焊接电压(V) 1.0 20~60 20~23 1.6 44~84 22~24 2.0 60~100 22~24 2.5 80~120 23~25 3.2 100~150 24~26 4.0 140~180 25~27 5.0 180~220 27~29 6.0 220~260 28~31 8.0 300~340 32~34 380~420 35~37 9.0 10.0 焊丝直径选择标准:在多数情况下,焊丝材质与母材相同或相近。而焊丝的直径则由 焊接电流决定,下面列出焊丝直径选择的参考标准。 焊接电流(A) 焊丝直径(Φmm) 10~20 0~1.0 20~50 0~1.6 50~100 1.0~2.4 100~200 1.6~3.0 12 200~300 2.4~4.5 300~400 3.0~6.4 400~500 4.5~8.0 钨极选择标准:钨极的选择取决于焊件的厚度、焊接电流的大小和电源的极性,焊接 薄板时应选用小电流,小直径钨极,并将钨极的端部磨成尖锥角(约 12-20 度) ,便于引 弧和焊接。市场上销售的钨极有纯钨、铈钨(含铈 2%) 、镧钨(含镧 2%)、钍钨(含钍 2%) 、 等种类。本公司提供的钨极为铈钨极、其性能稳定,寿命长铈钨极的直径与电流的关系列 表如下。 铈钨极直径(Φmm) 焊接电流(A) 直流(焊枪-母材+) 0.5 5~20 1. 15~80 1.6 70~150 2.4 150~250 3.2 250~350 4.0 350~480 5.0 500~675 部分焊接规范 板厚 (mm) 焊接电流(A) 焊接 速度 填充焊 丝直径 电极 直径 气体 流量 工件 厚度 (cm/min) (mm) (mm) (l/min) (mm) 铜 黄铜 20-50 40-65 30-50 20-30 0-1 1-1.6 5-6 1-1.2 60-100 30-80 50-120 50-90 20-25 1.2-2.5 1.6-2 6-7 1.6-2.5 2.5-3.0 110-160 120-160 130-200 110-160 15-25 2.5-4 2-2.4 7-8 2.5-3.5 4.0-4.5 170-220 170-240 220-300 200-250 15-20 4-6 2.4-3.2 8-9 4-5 5.0-6.0 200-250 200-300 300-370 200-250 15-30 6.0 3.2-4 10-12 5-6 8.0-10.0 240-300 300-380 350-430 240-330 10-12 6.0 3.2-4 10-12 6 ≥ 12 ≥300 ≥400 ≥500 ≥300 10-12 6.0 ≥4.8 12-15 6 不锈钢 铝 0.8-1.0 30-50 1.2-2.0 13 焊接环境安全要求 1、焊接工位需设置挡板,以免弧光伤人。 2、操作者必须戴好面罩、焊接手套、劳保鞋等防护用具。以免电弧灼伤或烫伤。 3、不得在易燃或可燃性气体附近焊接。 4、气瓶安放要安稳,牢靠,避免气瓶倾倒砸伤。 5、手指、头发、衣服不得靠近风扇旋转部位。 六、保养及维修注意事项 1. 主机不得置于酸碱等腐蚀性气体或其他有害气体及易燃易爆气体环境之中,不得 置于受潮、受淋或暴晒的环境。 2. 焊接电源必须放置在清洁、通风的地方,保证焊接电源内部的冷却风道畅通,并 尽可能地减少空气中的灰尘及铁屑等被带入到电源内部保证,以免电源内部绝缘 强度降低而发生人身安全或电源安全事故。 3. 长期使用,机内积满灰尘,将会影起电路故障及高压击穿,请每三个月或半年用 压缩空气进行一次机内灰尘清除,特别是高频火花间隙内的积尘。 4. 为防止水冷焊枪烧损,需保证水压 1-2kg/cm2、水量 1L/min 的冷却水。水冷式焊 枪即使在电流较小的情况下,也必须用水冷却。 5. 经常检查“+”、 “-”输出端子插座是否松动,检查焊把及地线电缆与插头的连接 是否正常。 6. 检查输入导线、气管、水管是否老化及其它形式的破损。气管、水管的出入口连 接处用扳手拧紧,避免保护气或冷却水的泄漏。 7. 检查面板仪表及旋钮是否正常,风机工作是否正常,如转速异常应及时更换。 14 8. 供电电压波动范围单相为 220V±15%、三相为 380V±15%,不平衡度≤5%。在额定 电流状态下进行,负载持续率不超过技术参数表所列数据。 9. 大电流、长时间焊接后,关机前应通风 3-5 分钟,确保机内冷却。 10. 在保修期间,如果未经本公司允许,用户对其使用的本公司焊接、切割电源的 任何故障擅自进行错误的检修,由供应商提供的免费维修保证将失效。 11. 盲目实验和不谨慎的检修可能会导致故障面积的扩大,给正式的检修造成困 难。本设备在通电状态下机内裸露部分带有可导致危险的电压,任何直接或间接 的接触都可能导致电击事故的发生,严重在电击将导致死亡!!! 七、运输条件和储存环境 1. 海拔高度不超过 1000 米。 2. 弧焊电源系列产品不得置于酸碱等腐蚀性气体或其它有害气体的环境。不得置于 受潮、受淋或暴晒的环境。 3. 运输、储存、使用的环境条件: A.周围环境温度范围 B.空气相对湿度 焊接时 -10℃-40℃ 运输、储存过程中 -0.25℃-+55℃ 在 40℃时 ≤50% 在 20℃时 ≤90% 4. 逆变弧焊电源系列产品为标准木箱包装,可以满足空运、海运、铁路运输、公路 (国家三级以上)运输的要求。木箱底部有木垫脚,便于装卸货时用升降叉车插 入木箱底部搬运。 15 八、装箱单 1、WS 系列主机 一台 2、焊枪 一把 3、地线 3.5 米 一条 4、地线钳 一个 5、说明书(含合格证、保修单) 一份 产品出厂一年内,凡产品本身的质量问题而引起的工作不正常一律免费维修。 16 17 A B C D 5 6 2 3 1 4 AC380V K1 1 C3 380V F1 3A BT3 19V 19V 9V 9V 9V L1 0V CN04-6 CN04-5 CN03-6 CN03-5 CN04-4 CN04-3 20V 19V CN04-2 CN04-1 CN03-4 2 8V CN02 CN03-3 BT2 110V 220V MY3 10D681 MY2 10D681 380V BT1 10D681 MY1 103J/1600V 103J/1600V C2 C1 103J/1600V MY5 472J 1 3 2 4 5 6 AC AC AC BG1 6RI75E-80 + 2 C27 10D681 C26 1 TS 103K 472J G1 2R2/3W 220/3W 220/3W 2 3 4 CN18 5 6 6 G2 + Q2 Q2-E2 2R2/3W 220/3W 220/3W 4 5 E2 CN02 3 103K 15V/1W*2 Q2-G2 E1 G1 C7 2200U/400V C6 2200U/400V E1 G1 OUT 3 ERROR POWER 1 A _ G2 5 6 CN17 1 CT 2 4 1 2 5 FREQ 4 CN16 3 6 AC220V 2 2 3 1 3 2 18V 1 3 5 VR7 100k AFTER FLOW 2 1 R8 R9 10/10W C14 C15 1 2 2 4 3 1 3 3 2 1 1 4 2 3 1 5 6 9V 2 2 3 1 3 VR4 500k 1 1 1 1 6 2 2 4 3 1 1 6 6 6 2 4 Date: File: A3 Size Title SS1-2 3 4 CN12 T2-E2 T2-B2 2 3 VR3 5k CLEARING WIDE 2 CN07 6 5 5 B2 E2 1 6 6 1 2 2 R17 3 4 SS1-1 3 4 CN11 5 1 5 6 6 CN10 CN09 2 CN0 1 1 2 H.F JP3 2 1 3 6 5 4 1 2 3 4 6 5 3 4 CCL Absorb 1 2 3 4 5 R21 200/20W GAS CHECK SINGLE REPEAT ARC SPOT MANUAL VR1 5k BASE CURR VR2 5k WELDING QF 472K/630V C25 C24 472K/630V JP4 472K/630V MY4 10D471 C23 8 7 8 Revision 2-Mar-2006 Sheet of D:\favorites-c\Inverter\WSE\Schematic document\ma.Ddb Drawn By: Number AC/DC WSEM SCHEMATIC DOCUMENT 5 5 C22 AC110V BD1 1/2 220/20W R16 BD1(3508 ) 1/2 7 R15 220/20W GTR2 1DI400A-60 *2 335K C21 R14 200K/3W*4 E1 B1 R13 200K/3W*4 4 5 3 4 3 C20 335K GTR1 1DI400A-60 *2 CN07 CN3 2 3 4 5 PULSE FREQ 9V 5 6 BT3 4 CN2 2 3 220/30W 220/30W CN13 T1-B1 T1-E1 R20 R19 C19 R12 3R3/50W*2 C17 10U/1000V C18 R11 3R3/50W*2 C16 10U/1000V DCL GTR (DRIVER) CN4 CN14 5 VR5 500k VR6 5k ARC SPOT START CURR 18V 6 6 + 103J/1600V C13 10/10W103J/1600V R10 C12 103J/1600V 10/10W 103J/1600V 4 5 BT2 6 R7 10/10W FD4 MZC300TS60U FD3 FD2 9V 3 CN1 CT 4 5 CN15 CN0 VR8 5k 1 3 1 2 CREATER CURR 6 BS500AD1 4 5 CN03 3 2A R18 33/30W C11 103J/1600V*2 R6 150/50W Q2 CM400DY-12H 1/2 AC--DC C11 E2 103J/1600V*2 R6 150/50W C8 MF106K HN2J *4 MT R5 150/50W E1 C10 103J/1600V*2 R5 G1 150/50W FD1 MZC300TS60U 6 470/30W Q1 CM400DY-12H 1/2 5 103K/630V 4 C10 103J/1600V*2 2 3 4 Q1 CM400DY-12H 1/2 (绿色) (黄色) (红色) 1 E1 1 2 Q1-G1 100K/3W*4 R4 R3 100K/3W*4 15V/1W*2 C9 MF106K Q1-E1 CN05 _ 3 + 2 - 1 -- + A B C D 附录